|

| 品牌 | 三菱PPO |
| 货号 | PX100L(粉) |
| 用途 | 注塑件 |
| 牌号 | PX100L(粉) |
| 型号 | PX100L(粉) |
| 品名 | PPO |
| 外形尺寸 | 颗粒 |
| 生产企业 | 三菱PPO |
| 是否进口 | 否 |



 三菱PPO PX100L(粉)
三菱PPO PX100L(粉) 旭化成PPO 聚苯醚 PX100L(粉) 产品说明:
改性PPE;无增强防火阻燃V0级PPO ;易流动,易加工
| 产品型号: | 三菱 PPO PX100L(粉) |
| 产地: | 三菱 PPO |
| 规格: | 25KG |
| 基本性能或用途: | 注塑级 |


三菱PPO 聚苯醚 PX100L(粉)

三菱 PPO粉 PX100L(粉)特点:
特点: 良好的耐热性、阻燃性、尺寸稳定性和机械性能。高性能等级实例: L系列 – 具有很高的流动性,模具内气体释放量极低。
三菱PPO粉 PX100L(粉) 用途:
改性聚苯醚PPO 在耐热性、阻燃性、尺寸稳定性、机械特性等方面十分出色,通过与PS等多种树脂合金,广泛应用于家电、办公设备、IT及汽车领域。
用途:办公设备、PV方面、连接零部件等

聚苯醚(PPO )粉 PX100F(粉)成型工艺
PPE可通过注塑、挤出等工艺加工成各种制品:
1.注塑:柱塞式或螺杆式注塑机都能加工PPE。一般采用螺杆式注塑机,要求长径比大于15:1,压缩比1.7 ~4.0(一般采用2.5~3.5)。
2.挤出:PPE能在挤出机上加工成管、片、棒、块等。采用排气式、长径比大的挤出机更好,螺杆长径比为24:1,压缩比为2.5~3.5,渐变式,等距不等深,计量段有适当的深度。应有较长的口模平直部分,挤出牵引时应考虑其物料凝结温度较高的特点。
3.压模成型:10%~18%PPE的苯溶液浸泡溶液的玻璃布,可按热固性塑料的层压工艺条件进行压制。玻璃化布含胶量控制在35%±5%,烘干温度为70~110℃。
4.模压工艺:模温升至250℃时保持温度5min,压力为6MPa,连续升温至300℃,保温1h,然后自然冷却至180℃,通冷水冷却至室温,脱模。另外,PPE还可以薄膜成型和二次加工。
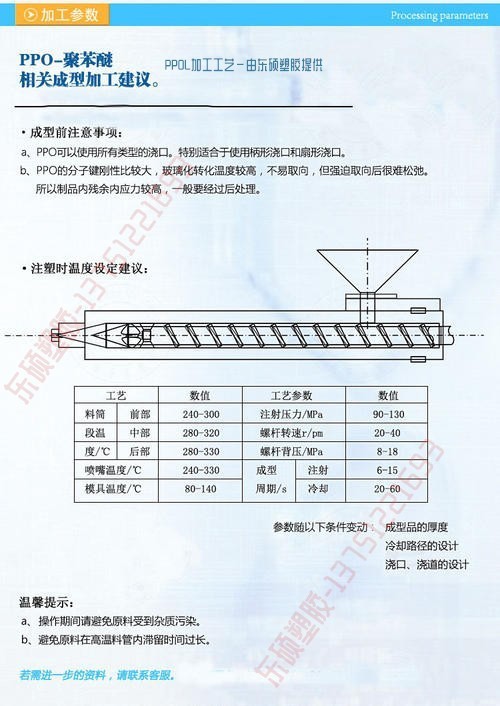
注塑模工艺条件:
乾燥处理:建议在成型加工前进行2-4小时、100度的乾燥处理。
熔融温度:240-320度
模具温度:60-105度
注塑压力:600-1500 Bar
浇道和浇口:可以使用所有类型的浇口,特别适合于使用柄型浇口和扇形浇口。